
产品分类/PRODUCT CLASS
- 煤机&余热回收机组
- ▪ 余热回收机组
- ▪ 煤矿用侧卸式装岩机
- ▪ 水仓清挖系统/泥浆处理系统
- ▪ 矿用湿喷机
- ▪ 煤矿用混凝土泵
- ▪ 给料机
- 混凝土机械
- ▪ 细石混凝土泵
- ▪ 电动机泵
- ▪ 柴油机泵
- ▪ 工程洗轮机
- 环保设备
- ▪ 矿用一氧化碳净化器
>> 联系我们 / CONTACT US
销售热线:
手 机:13685118552
电 话:0516-80268027/80268028
地址:徐州市铜山高新技术开发区华夏路中段
余热回收机组: 余热回收机组
- 产品特点
- 技术参数
- 施工案例
- 资质荣誉
- 在线订购
在自动化技术日益发展的***,压缩空气以其清洁、安全、应用方便等独特的优势,被广泛应用于工业领域的各个环节,成为名副其实的第二大动力源,几乎所有的制造型工厂都或多或少的在使用着这一动力源。作为生产压缩空气的主要设备,各种形式的空气压缩机被应用到各个工厂,消耗着大量的能源。空压机的使用几乎遍布各个行业,空压机的余热利用具有非常大的节能潜力和经济效益,从十二五的节能规划和企业降低生产成本增加市场竞争力的角度考虑,空压机余热利用将是一项非常值得在工业企业中推广的项目。
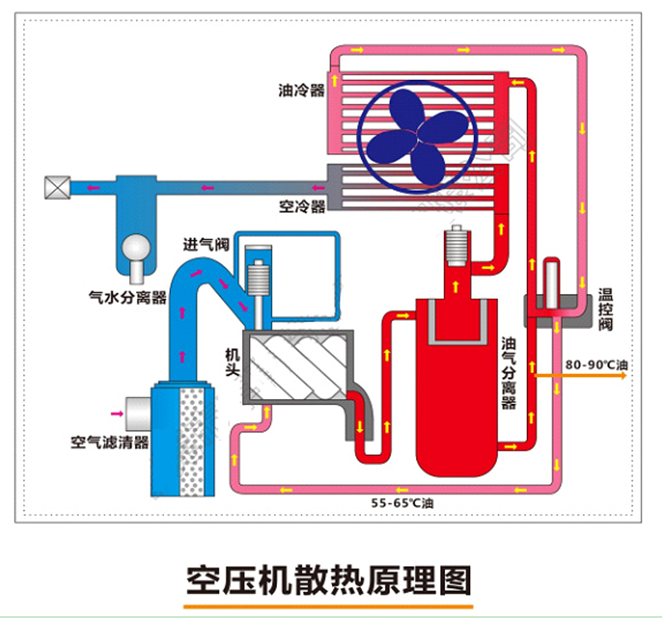
螺杆式空压机散热原理
螺杆空压机压缩空气时产生的高温经循环冷却油吸收,高温的油、气混合物经油气分离器分离,高温气体经气冷却器冷却后排出,高温冷却油经油冷却器冷却后再进入压缩机循环使用。油、气冷却器有风冷与水冷两种方式,其余热均排到大气中。
无油空压机散热原理
无油空压机压缩空气时一般采取分级压缩,一级压缩后的高温气体经中间冷却器冷却后再进入二级压缩,二级压缩后的高温气体经中间冷却器冷却后在进入三级压缩或经后冷却器冷却后排出。轴承润滑油经油冷却器循环冷却,冷却介质为循环水,余热***终排到大气中。
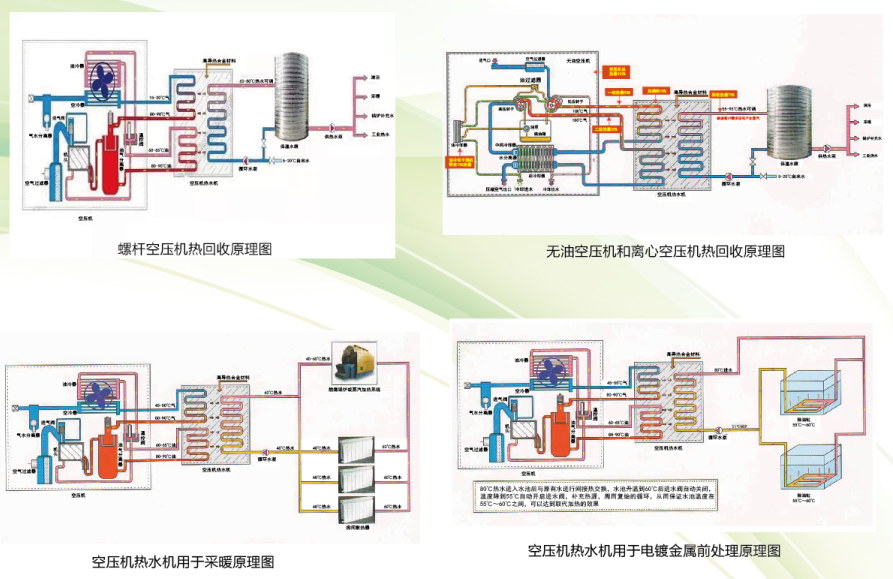
空压机余热回收原理
空压机的热油及高温气体分别引入高效热交换器油通道与水通道的冷水进行热交换,水加温到45-80℃直接排到保温水箱待用。热油温度降至65℃后流经油冷却器再进入压缩机。高温气体温度降至20℃左右后流经气冷却再排出。空压机余热回收时,油、气冷却的风扇或循环冷却水泵及冷却塔风扇均关闭。
空压机余热回收示意图
空压机余热回收改造后对空压机的好处
1)螺杆式空压机降温为风冷、水冷两种方式,空压机频繁加载、卸载,油温会忽冷、忽热,压缩机及配件产生热涨冷缩效应,容易损坏。
2)余热回收改造后,无论空压机处在加载、卸载状态,控制系统均将回油温度控制到65℃,空压机在恒温状态下工作,延长了空压机的寿命。
3)余热回收改造后,将原来的风冷系或水冷系统关闭,大量节约了电能,减少了故障点。
能源综合性能对比(1吨水温升40℃)
|
名称 |
使用能源 |
热能热值 |
热效率 |
所耗能量 |
所需费用 |
环境影响情况 |
安全性能 |
|
柴油锅炉 |
柴油 |
10300kcal/kg |
65% |
6.0kg |
42元 |
严重污染 |
火灾爆炸等安全隐患 |
|
电热水器 |
电 |
860kcal |
86% |
54kw/h |
39.42元 |
无任何污染 |
水与电接触,有触电危险 |
|
热水炉 |
液化气 |
10800kcal/kg |
65% |
5.7kg |
34.2元 |
有燃烧气体排放 |
漏气,火灾,爆炸危险 |
|
天然气炉 |
天然气 |
8400kcal/m³ |
65% |
7.3m³ |
27.7元 |
有燃烧气体排放 |
漏气,火灾,爆炸危险 |
|
太阳能+电辅助加热 |
太阳能+电 |
电辅助112天 |
65% |
22.6kw/h |
14.7元 |
无任何污染 |
水与电接触,有触电危险 |
|
太阳能+燃气锅炉 |
太阳能+柴油 |
燃油辅助112天 |
65% |
2.9kg |
13.2元 |
严重污染 |
漏气,火灾,爆炸危险 |
|
热泵 |
电 |
860kcal/kw/h |
400% |
11.6kw/h |
8.46元 |
无任何污染 |
水电分离,安全可靠 |
|
空压机余热回收 |
空压机余热 |
输入电能的75% |
95% |
0 |
0元 |
无 |
水电分离,安全可靠 |
各能源价格:电价0.73/度;液化气:6元/千克;天然气3.8元/立方;柴油7元/千克;空压机余热回收:0元。
空压机余热回收系统产热水和其他生产热水相比突出优点:
1、零成本加热:
它本身是一种余热利用设备,在加热中,并没有增加对空压机本身的负载,***利用空压机的废热能来生产热水,不需要任何的辅助加热设备,所以加热成本是零。
2、不受天气影响:
它的热量来源于空压机的废热,只要工厂在生产,空压机***是运行的,空压机运行余热回收系统***有热水产出,所以它不受天气影响。
3、运行安全可靠,对环境零排放,无污染。
4、效果显著:
事实证明,一台100HP螺旋杆,在每天运行24小时的情况下,可解决1000个员工的热水供给(50升/人),半年***可收回成本,从长远来说,他是企业解决员工所用热水的***佳设备!从您决定开始,节约马上见效。
空压机热水系统和其他厂家用压机热水泵系统相比突出特点:
1、解决重大技术难题
•空压机生产热水时会产生大量水垢,已配套全自动热水器水垢清洗系统。
2、热交换技术一次变革,解决水/油可能渗透的问题。
•螺旋蜂窝式换热器两端焊接而成,不需要密封材料,与其他换热器比较不会出现因密封件老化、损坏造成内漏外泄现象。
3、对空压机的重要保护
•精确控制会有温度(加载、卸载状态均为65℃),空压机运行温度在80℃-90℃可以调节。
4、回收效率高
•回收空压机名牌功率的95%,产热水量大。
•油气双回收热交换器与水源热交换器合用可回收空压机名牌功率的150%以上。
5、油道顺畅,阻力小,油、气压降小。
•螺旋蜂窝式高效热交换器油、气、水通道均为环形,通道无死角阻力小,各介质湍流流动,流动顺畅,热交换效率高,油、气压降小。
6、极大化提高使用寿命,使用寿命达10年以上。
•介质温度冷热变化大时,本交换器具有较高的可伸缩性能,避免了因热胀冷缩效应引起的板壁式或列管拉裂产生的内漏现象,延长了设备的使用寿命。
螺旋式蜂窝换热器分两款系列产品:
1、Y-W-GRH(132A、150A、180A-1000A)系列,适用油通道余热回收。
2、YQ-W-GRH(132A、150A、180A-1000A)系列,适用油、气双通道余热回收。
空压机余热回收系统组成
空压机热回收系统由西门子比例控制阀、进水温度传感器、回水温度传感器、进油温度传感器、回油温度传感器、进水增压泵及控制柜、水质处理器、电气控制柜组成。电器柜组要组件:西门子PLC,昆仑通态触摸屏,施耐德低压电器等。
控制逻辑:
水通道比例阀控制油温:西门子PLC控制器根据检测换热器回油温度值与设定值(65℃)比较,当温度低于设定值时,比例阀减少开度。当温度高于设定值时,比例阀增加开度。空压机停机时油温降至设定值(62℃),比例阀关闭,冷水停。
混水比例阀控制水温:西门子PLC控制器根据检测流进保温水箱的热水温度值与设定值(45-80℃)比较,当温度低于设定值时,比例阀减少开度。当温度高于设定值时,比例阀增加开度。
空压机高效热交换器使用行业
空气压缩机在目前工业生产中应用非常广泛,它主要应用于煤炭、化工、钢铁、石油、汽车、纺织、医药、食品、塑胶、印刷等各行各业。
空压机高效热交换器适用于任何有螺旋杆式(22KW-550KW)、滑片式、离心式(600KW-10000KW)空压机的单位,可用于员工热水洗澡、办公及生产车间供暖、锅炉补充水、金属涂装清洁处理、线路板工业及转轮除湿机空气加温等其他工业用水。
空压机余热回收原理
空压机的热油及高温气体分别引入高效热交换器油通道与水通道的冷水进行热交换,水加温到45-80℃直接排到保温水箱待用。热油温度降至65℃后流经油冷却器再进入压缩机。高温气体温度降至20℃左右后流经气冷却再排出。空压机余热回收时,油、气冷却的风扇或循环冷却水泵及冷却塔风扇均关闭。
空压机余热回收示意图
空压机余热回收改造后对空压机的好处
1)螺杆式空压机降温为风冷、水冷两种方式,空压机频繁加载、卸载,油温会忽冷、忽热,压缩机及配件产生热涨冷缩效应,容易损坏。
2)余热回收改造后,无论空压机处在加载、卸载状态,控制系统均将回油温度控制到65℃,空压机在恒温状态下工作,延长了空压机的寿命。
3)余热回收改造后,将原来的风冷系或水冷系统关闭,大量节约了电能,减少了故障点。
能源综合性能对比(1吨水温升40℃)
|
名称 |
使用能源 |
热能热值 |
热效率 |
所耗能量 |
所需费用 |
环境影响情况 |
安全性能 |
|
柴油锅炉 |
柴油 |
10300kcal/kg |
65% |
6.0kg |
42元 |
严重污染 |
火灾爆炸等安全隐患 |
|
电热水器 |
电 |
860kcal |
86% |
54kw/h |
39.42元 |
无任何污染 |
水与电接触,有触电危险 |
|
热水炉 |
液化气 |
10800kcal/kg |
65% |
5.7kg |
34.2元 |
有燃烧气体排放 |
漏气,火灾,爆炸危险 |
|
天然气炉 |
天然气 |
8400kcal/m³ |
65% |
7.3m³ |
27.7元 |
有燃烧气体排放 |
漏气,火灾,爆炸危险 |
|
太阳能+电辅助加热 |
太阳能+电 |
电辅助112天 |
65% |
22.6kw/h |
14.7元 |
无任何污染 |
水与电接触,有触电危险 |
|
太阳能+燃气锅炉 |
太阳能+柴油 |
燃油辅助112天 |
65% |
2.9kg |
13.2元 |
严重污染 |
漏气,火灾,爆炸危险 |
|
热泵 |
电 |
860kcal/kw/h |
400% |
11.6kw/h |
8.46元 |
无任何污染 |
水电分离,安全可靠 |
|
空压机余热回收 |
空压机余热 |
输入电能的75% |
95% |
0 |
0元 |
无 |
水电分离,安全可靠 |
各能源价格:电价0.73/度;液化气:6元/千克;天然气3.8元/立方;柴油7元/千克;空压机余热回收:0元。
空压机余热回收系统产热水和其他生产热水相比突出优点:
1、零成本加热:
它本身是一种余热利用设备,在加热中,并没有增加对空压机本身的负载,***利用空压机的废热能来生产热水,不需要任何的辅助加热设备,所以加热成本是零。
2、不受天气影响:
它的热量来源于空压机的废热,只要工厂在生产,空压机***是运行的,空压机运行余热回收系统***有热水产出,所以它不受天气影响。
3、运行安全可靠,对环境零排放,无污染。
4、效果显著:
事实证明,一台100HP螺旋杆,在每天运行24小时的情况下,可解决1000个员工的热水供给(50升/人),半年***可收回成本,从长远来说,他是企业解决员工所用热水的良好设备!从您决定开始,节约马上见效。
空压机热水系统和其他厂家用压机热水泵系统相比突出特点:
1、解决重大技术难题
•空压机生产热水时会产生大量水垢,已配套全自动热水器水垢清洗系统。
2、热交换技术一次变革,解决水/油可能渗透的问题。
•螺旋蜂窝式换热器两端焊接而成,不需要密封材料,与其他换热器比较不会出现因密封件老化、损坏造成内漏外泄现象。
3、对空压机的重要保护
•精确控制会有温度(加载、卸载状态均为65℃),空压机运行温度在80℃-90℃可以调节。
4、回收效率高
•回收空压机名牌功率的95%,产热水量大。
•油气双回收热交换器与水源热交换器合用可回收空压机名牌功率的150%以上。
5、油道顺畅,阻力小,油、气压降小。
•螺旋蜂窝式高效热交换器油、气、水通道均为环形,通道无死角阻力小,各介质湍流流动,流动顺畅,热交换效率高,油、气压降小。
6、提高使用寿命,使用寿命达10年以上。
•介质温度冷热变化大时,本交换器具有较高的可伸缩性能,避免了因热胀冷缩效应引起的板壁式或列管拉裂产生的内漏现象,延长了设备的使用寿命。
螺旋式蜂窝换热器分两款系列产品:
1、Y-W-GRH(132A、150A、180A-1000A)系列,适用油通道余热回收。
2、YQ-W-GRH(132A、150A、180A-1000A)系列,适用油、气双通道余热回收。

